









产品详情
通用性超强,适合绝大多数材料;尤其适合高效率侧铣开粗。
TA复合涂层基于TiAIN基础最新研发的复合涂层是优异的润滑性涂层,排屑更顺畅,可广泛适用多钟材质的加工。 柄径公差H6 |
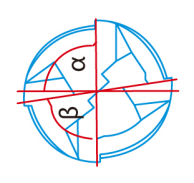
不等分设计a≠β不等刃设计,专门针对钢件设计; 大不等分设计,抑制刀具震动; 进行高效率切削加工的同时,提高加工面的光洁度。
圆弧断屑槽设计圆弧断屑槽消除应力集中点,在高速加工中将铁屑分断的同时提高加工效率。
特殊波距设计增强抗崩刃性。
锋利前角+特殊波型设计针对钢的前角设计,切削锋利性,主轴负载小断屑设计的波形,即使粘性材质加工,同样表现优异。
微细颗粒硬质合金棒料采用优选的硬质合金材料,具有优异的耐磨性和抗崩刃性。 |


产品型号
| 刃径(d) | 刃长(I) | 柄径(D) | 总长(I) | 刃数(F) |
| 6 | 15 | 6 | 50 | 4 |
| 8 | 20 | 8 | 60 | 4 |
| 10 | 25 | 10 | 75 | 4 |
| 10 | 30 | 10 | 75 | 4 |
| 10 | 40 | 10 | 100 | 4 |
| 12 | 30 | 12 | 75 | 4 |
| 12 | 45 | 12 | 100 | 4 |
| 14 | 40 | 14 | 100 | 4 |
| 16 | 45 | 16 | 100 | 4 |
| 20 | 45 | 20 | 100 | 4 |
支持非标规格定制
推荐切削条件

槽铣一粗铣
| 加工材质 |
铸铁、碳素钢 |
合金钢 |
预硬钢 |
铝合金、铜 |
不锈钢 |
双相不锈钢 |
钛合金 |
镍基合金 |
||||||||
| 切削速度 (m/min) | 110(90-130) | 100(80-120) | 80(60-100) | 200(180-220) | 70(50-80) | 40(20~50) | 60(50-70) | 25(20-30) | ||||||||
| 直径 | 转数 | 进给 | 转数 | 进给 | 转数 | 进给 | 转数 | 进给 | 转数 | 进给 | 转数 | 进给 | 转数 | 进给 | 转数 | 进给 |
| 6 | 5760 | 790 | 5184 | 707 | 4608 | 489 | 10368 | 2829 | 3552 | 468 | 2016 | 187 | 3072 | 468 | 1248 | 146 |
| 8 | 4320 | 728 | 3840 | 655 | 3456 | 458 | 7680 | 2621 | 2688 | 364 | 1536 | 146 | 2304 | 364 | 960 | 135 |
| 10 | 3360 | 593 | 3072 | 530 | 2688 | 374 | 6144 | 2122 | 2112 | 333 | 1248 | 146 | 1824 | 364 | 768 | 135 |
| 12 | 2880 | 572 | 2592 | 520 | 2304 | 364 | 5184 | 2080 | 1824 | 312 | 1056 | 156 | 1536 | 343 | 643 | 114 |
| 16 | 2112 | 478 | 1920 | 406 | 1728 | 312 | 3936 | 1664 | 1344 | 239 | 768 | 125 | 1152 | 291 | 480 | 94 |
| 20 | 1728 | 416 | 1536 | 364 | 1392 | 260 | 3168 | 1456 | 1056 | 198 | 624 | 104 | 960 | 260 | 384 | 83 |
| 切削深度 | ap:1D | |||||||||||||||
侧铣一高效铣

| 加工材质 |
铸铁、碳素钢 |
合金钢 |
预硬钢 |
铝合金、铜 |
不锈钢 |
双相不锈钢 |
钛合金 |
镍基合金 |
||||||||
| 切削速度 (m/min) | 140(120-160) | 120(100-140) | 100(80-120) | 250(180-220) | 70(60-80) | 40(30~50) | 70(60-80) | 25(20-30) | ||||||||
| 直径 | 转数 | 进给 | 转数 | 进给 | 转数 | 进给 | 转数 | 进给 | 转数 | 进给 | 转数 | 进给 | 转数 | 进给 | 转数 | 进给 |
| 6 | 7152 | 1456 | 6221 | 936 | 5184 | 655 | 12768 | 3640 | 3552 | 468 | 2016 | 239 | 3552 | 468 | 1248 | 146 |
| 8 | 5376 | 1248 | 4608 | 832 | 3840 | 582 | 9600 | 3328 | 2688 | 364 | 1536 | 187 | 2688 | 364 | 960 | 135 |
| 10 | 4272 | 1144 | 3686 | 676 | 3072 | 510 | 7680 | 2704 | 2112 | 364 | 1248 | 187 | 2112 | 364 | 768 | 135 |
| 12 | 3552 | 1040 | 3110 | 676 | 2592 | 468 | 6432 | 2704 | 1824 | 343 | 1056 | 187 | 1824 | 343 | 643 | 114 |
| 16 | 2688 | 780 | 2304 | 520 | 1920 | 364 | 4800 | 2080 | 1344 | 270 | 768 | 146 | 1344 | 270 | 480 | 94 |
| 20 | 2112 | 624 | 1824 | 437 | 1536 | 291 | 3840 | 1664 | 1056 | 239 | 605 | 114 | 1056 | 239 | 384 | 83 |
| 切削深度 | ap: 2D ae:0.3D | |||||||||||||||
备注:
1、请使用刚性较好的机床、夹具和刀柄。
2、请根据实际切深,设备刚性等情况适当调整转速合进给。
3、 如发生震动或杂音,请同比例降低转速和进给。
4、高硬度钢和铸铁推荐气冷,其他材料推荐水溶性切削液。
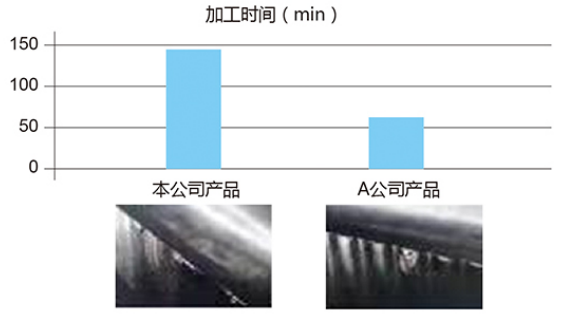
加工案例一(槽加工)
| 使用工具 | LX-D10*25*75*4T |
| 加工材料 | 42CrMo(HB180-220) |
| 加工方式 | 侧刃粗加工 |
| 切削速度 | 151 m/min(4800min-1) |
| 进给速度 | 1100mm/min(0.0573mm/Fz) |
| 切削深度 | Ap=15.0mm Ae=2mm |
| 冷却方式 | 水溶性切削液 |
| 使用机床 | 立式加工中心(BT50) |
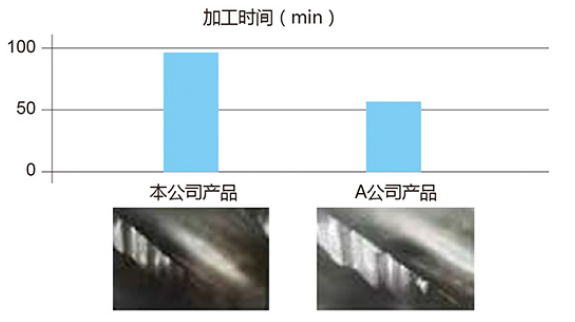
加工案例二(侧刃粗加工)
| 使用工具 | LX-D6*15*50*4T |
| 加工材料 | 42CrMo(HB180-220) |
| 加工方式 | 侧刃粗加工 |
| 切削速度 | 131 m/min(7000min-1) |
| 进给速度 | 1100mm/min(0.039mm/Fz) |
| 切削深度 | Ap=15mm Ae=2mm |
| 冷却方式 | 水溶性切削液 |
| 使用机床 | 立式加工中心(HSK50A) |
关键词: LX系列高效暴力粗铣刀

高效重切铣刀")




