






产品详情
|
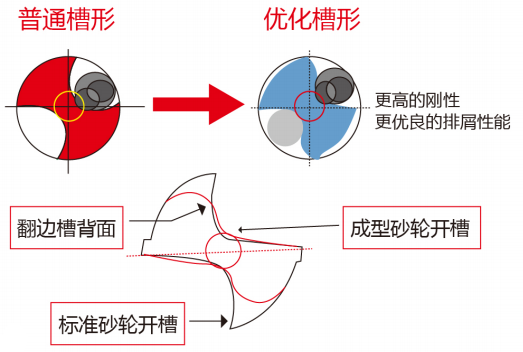
函数曲线圆弧容屑槽,可以获得更短的卷曲铁屑形状,排屑顺畅,不易堵塞,提高加工寿命的同时保证稳定性!
|
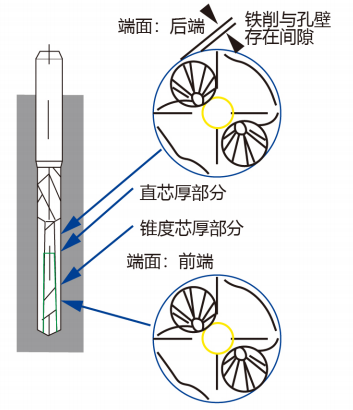
特殊槽型设计在同等排屑空间下,可以获得更大的芯厚直径,从而实现高效率、长寿命的钻孔加工。
|


产品型号
3D麻花钻(内冷/外冷)
| 直径(d) | 槽长(l) | 柄径(D) | 总长(L) |
| D3.00-D3.70 | 20 | 6 | 62 |
| D3.80-D4.70 | 24 | 6 | 66 |
| D4.80-D6.00 | 28 | 6 | 66 |
| D6.10-D7.00 | 34 | 8 | 79 |
| D7.10-D8.00 | 41 | 8 | 79 |
| D8.10-D10.0 | 47 | 10 | 89 |
| D10.1-D12.0 | 55 | 12 | 102 |
| D12.1-D14.0 | 60 | 14 | 107 |
| D14.1-D16.0 | 65 | 16 | 115 |
| D16.1-D18.0 | 73 | 18 | 123 |
| D18.1-D20.0 | 79 | 20 | 131 |
支持非标规格定制
5D麻花钻(内冷/外冷)
| 直径(d) | 槽长(l) | 柄径(D) | 总长(L) |
| D3.00-D3.90 | 28 | 6 | 66 |
| D4.00-D4.70 | 36 | 6 | 74 |
| D4.80-D6.00 | 44 | 6 | 82 |
| D6.10-D8.00 | 53 | 8 | 91 |
| D8.10-D10.0 | 61 | 10 | 103 |
| D10.1-D12.0 | 71 | 12 | 118 |
| D12.1-D14.0 | 77 | 14 | 124 |
| D14.1-D16.0 | 83 | 16 | 133 |
| D16.1-D18.0 | 93 | 18 | 143 |
| D18.1-D20.0 | 101 | 20 | 153 |
支持非标规格定制
|
重要提醒: 此参数仅供参考,请根据实际钻头规格、 加工工况及客户具体要求做适当调整, 若有疑问或是异常情况, 请及时与我司技术人员联系,谢谢! |
 |
外冷
| 加工材质 | 一般钢、碳钢 | 合金钢 | 调质钢、模具钢 | |||
| SS400 S45C (200HB) | SCM440,42CrMo (200-300HB) | SKD61 (30-40HRC) | ||||
| 外径D (mm) | 切削速度F (mm/min) | 进给量f (mm/rev) | 切削速度F (mm/min) | 进给量f (mm/rev) | 切削速度F (mm/min) | 进给量f (mm/rev) |
| 4 | 40-60-80 | 0.06-0.08-0.15 | 40-50-60 | 0.06-0.07-0.15 | 20-30-40 | 0.06-0.08-0.1 |
| 6 | 0.1-0.13-0.15 | 0.1-0.12-0.15 | 0.06-0.09-0.15 | |||
| 8 | 0.1-0.16-0.18 | 0.12-0.15-0.2 | 0.08-0.1-0.15 | |||
| 10 | 0.15-0.2-0.25 | 0.15-0.18-0.25 | 0.1-0.12-0.15 | |||
| 12 | 0.2-0.23-0.3 | 0.15-0.2-0.25 | 0.1-0.15-0.18 | |||
| 16 | 0.25-0.28-0.3 | 0.2-0.25-0.3 | 0.15-0.18-0.2 | |||
| 加工材质 | 灰口铸铁 | 球墨铸铁 | 不锈钢 | |||
| FC250 (250HB) | FCD450 (300HB) | SUS304、SUS316 (~200HB) | ||||
| 外径D (mm) | 切削速度F (mm/min) | 进给量f (mm/rev) | 切削速度F (mm/min) | 进给量f (mm/rev) | 切削速度F (mm/min) | 进给量f (mm/rev) |
| 4 | 50-60-70 | 0.08-0.1-0.15 | 40-50-60 | 0.07-0.09-0.15 | 30-40-50 | 0.06-0.08-0.13 |
| 6 | 0.1-0.15-0.2 | 0.15-0.13-0.2 | 0.08-0.1-0.15 | |||
| 8 | 0.15-0.2-0.25 | 0.15-0.18-0.25 | 0.1-0.12-0.15 | |||
| 10 | 0.2-0.25-0.3 | 0.15-0.2-0.25 | 0.1-0.15-0.2 | |||
| 12 | 0.2-0.27-0.35 | 0.2-0.23-0.3 | 0.15-0.18-0.2 | |||
| 16 | 0.25-0.3-0.35 | 0.2-0.25-0.3 | 0.15-0.2-0.25 | |||
内冷
| 加工材质 | 一般钢、碳钢 | 合金钢 | 调质钢、模具钢 | |||
| SS400 S45C (200HB) | SCM440,42CrMo (200-300HB) | SKD61 (30-40HRC) | ||||
| 外径D (mm) | 切削速度F (mm/min) | 进给量f (mm/rev) | 切削速度F (mm/min) | 进给量f (mm/rev) | 切削速度F (mm/min) | 进给量f (mm/rev) |
| 4 | 60-70-80 | 0.08-0.1-0.15 | 40-60-70 | 0.07-0.09-0.15 | 25-34-45 | 0.06-0.08-0.1 |
| 6 | 0.1-0.15-0.2 | 0.15-0.13-0.2 | 0.06-0.09-0.15 | |||
| 8 | 0.15-0.2-0.25 | 0.15-0.18-0.25 | 0.08-0.12-0.15 | |||
| 10 | 0.2-0.25-0.3 | 0.15-0.2-0.25 | 0.1-0.15-0.18 | |||
| 12 | 0.2-0.27-0.35 | 0.2-0.23-0.3 | 0.12-0.17-0.2 | |||
| 16 | 0.25-0.3-0.35 | 0.2-0.25-0.3 | 0.15-0.18-0.2 | |||
| 加工材质 | 灰口铸铁 | 球墨铸铁 | 不锈钢 | 钛合金 | ||||
| FC250 (250HB) | FCD450 (300HB) | SUS304、SUS316 (~200HB) | Titanium Alloy | |||||
| 外径D (mm) | 切削速度F (mm/min) | 进给量f (mm/rev) | 切削速度F (mm/min) | 进给量f (mm/rev) | 切削速度F (mm/min) | 进给量f (mm/rev) | 切削速度F (mm/min) | 进给量f (mm/rev) |
| 4 | 60-70-100 | 0.08-0.12-0.15 | 50-60-80 | 0.07-0.1-0.15 | 30-50-60 | 0.07-0.1-0.13 | 20-30-40 | 0.05-0.06-0.1 |
| 6 | 0.1-0.15-0.2 | 0.15-0.13-0.2 | 0.1-0.12-0.15 | 0.05-0.07-0.1 | ||||
| 8 | 0.15-0.2-0.25 | 0.15-0.18-0.25 | 0.1-0.14-0.18 | 0.06-0.09-0.12 | ||||
| 10 | 0.2-0.25-0.3 | 0.15-0.22-0.25 | 0.12-0.17-0.2 | 0.08-0.12-0.15 | ||||
| 12 | 0.2-0.28-0.35 | 0.2-0.25-0.3 | 0.15-0.2-0.23 | 0.1-0.13-0.15 | ||||
| 16 | 0.25-0.3-0.35 | 0.25-0.27-0.3 | 0.2-0.23-0.25 | 0.1-0.15-0.18 | ||||
关键词: GS系列经济效率型钻头

高效重切铣刀")





