









产品详情
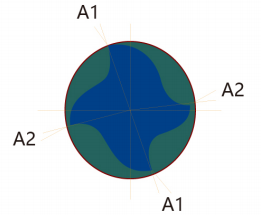
α1≠α2≠α3≠α4,不等刃设计全不等分设计 高效率切削时每个刃的切削震动频率均不同 可实现无震动高效率切削
|
A1≠A2可变槽前角设计变化的槽前角与大切削量相匹配,实现高效率切削。
|
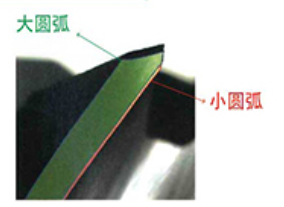
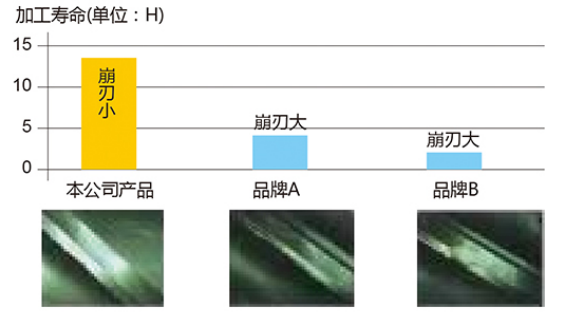
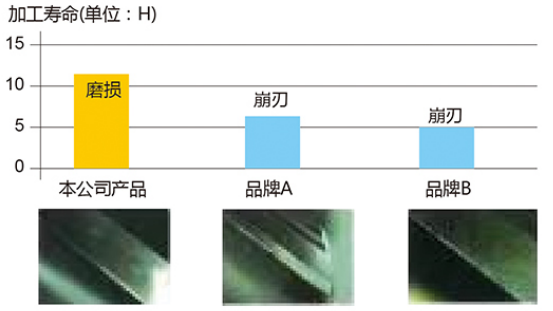
小圆弧+大圆弧后角设计小圆弧后角提高加工面光洁度的同时提高加工寿命大圆弧后角使高效粗加工高温合金时提供完美的支撑
|
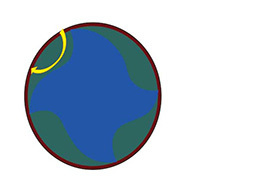
特殊槽形设计特殊槽型设计使铁屑顺畅排出
|


产品型号
| 刃径(d) | 刃长(I) | 柄径(D) | 总长(I) | 刃数(F) |
| 1 | 3 | 4 | 50 | 4 |
| 1.5 | 3.5 | 4 | 50 | 4 |
| 2 | 5 | 4 | 50 | 4 |
| 2.5 | 6 | 4 | 50 | 4 |
| 3 | 8 | 4 | 50 | 4 |
| 3.5 | 10 | 4 | 50 | 4 |
| 4 | 10 | 4 | 50 | 4 |
| 4 | 12 | 4 | 75 | 4 |
| 4 | 16 | 4 | 100 | 4 |
| 4R0.2 | 10 | 4 | 50 | 4 |
| 4R0.5 | 10 | 4 | 50 | 4 |
| 4R1 | 10 | 4 | 50 | 4 |
| 5 | 13 | 6 | 50 | 4 |
| 5 | 20 | 5 | 75 | 4 |
| 6 | 15 | 6 | 50 | 4 |
| 6 | 18 | 6 | 50 | 4 |
| 6 | 24 | 6 | 75 | 4 |
| 6 | 30 | 6 | 100 | 4 |
| 6R0.5 | 15 | 6 | 50 | 4 |
| 6R1 | 15 | 6 | 50 | 4 |
| 8 | 20 | 8 | 60 | 4 |
| 8 | 24 | 8 | 60 | 4 |
| 8 | 30 | 8 | 75 | 4 |
| 8 | 35 | 8 | 100 | 4 |
| 8R0.5 | 20 | 8 | 60 | 4 |
| 8R1 | 20 | 8 | 60 | 4 |
| 10 | 25 | 10 | 75 | 4 |
| 10 | 30 | 10 | 75 | 4 |
| 10 | 40 | 10 | 100 | 4 |
| 10R0.5 | 25 | 10 | 75 | 4 |
| 10R1 | 25 | 10 | 75 | 4 |
| 12 | 30 | 12 | 75 | 4 |
| 12 | 36 | 12 | 75 | 4 |
| 12 | 45 | 12 | 100 | 4 |
| 12R0.5 | 30 | 12 | 75 | 4 |
| 12R1 | 30 | 12 | 75 | 4 |
| 14 | 40 | 14 | 100 | 4 |
| 16 | 45 | 16 | 100 | 4 |
| 20 | 45 | 20 | 100 | 4 |
支持非标规格定制
建议参考切削参数
推荐切削条件侧面切削根据加工条件四要素: 机床刚性、工装牢固性、刀具加持力、 排屑性优异情况下选择合理理加工参数切削参数精光加工, 切削转速可适当降低。 |
 |
| 加工材质 | 碳钢、合金钢、软钢 | 预硬模具钢、合金钢、合金工具钢 | 铁素体不锈钢、奥氏体不锈钢、钛合金、可伐合金 | |||||||||
|
A3、45钢、40Mn、40Cr、 |
NAK80、718H、SDK、P20、 30CrMnSiA、Cr12等 |
201、304、430、316L、 TC4、TC6、4J29 |
||||||||||
| 外径D (mm) | 转数S (min) | 进给速度F (mm/min) | 切削深度ap (mm) | 切削宽度ae (mm) | 转数S (min) | 进给速度F (mm/min) | 切削深度ap (mm) | 切削宽度ae (mm) | 转数S (min) | 进给速度F (mm/min) | 切削深度ap (mm) | 切削宽度ae (mm) |
| 3 | 8000 | 1500 | 5 | 0.3 | 6000 | 1000 | 5 | 0.2 | 6000 | 800 | 5 | 0.2 |
| 4 | 8000 | 1500 | 8 | 0.4 | 6000 | 1000 | 8 | 0.2 | 5000 | 800 | 8 | 0.2 |
| 5 | 6000 | 1500 | 10 | 0.5 | 5000 | 1000 | 10 | 0.3 | 4500 | 800 | 10 | 0.3 |
| 6 | 6000 | 1500 | 10 | 0.6 | 5000 | 1000 | 10 | 0.3 | 4500 | 800 | 10 | 0.3 |
| 8 | 4000 | 1500 | 15 | 0.8 | 5000 | 1200 | 15 | 0.4 | 3300 | 1000 | 15 | 0.4 |
| 10 | 3500 | 1500 | 20 | 1 | 3000 | 1200 | 20 | 0.5 | 3000 | 1000 | 20 | 0.5 |
| 12 | 2700 | 1200 | 25 | 1.2 | 2500 | 1200 | 25 | 0.6 | 2500 | 1000 | 25 | 0.6 |
| 16 | 2000 | 1200 | 30 | 1.6 | 2000 | 800 | 30 | 0.8 | 1700 | 800 | 30 | 0.8 |
| 20 | 2000 | 1200 | 40 | 2 | 2000 | 800 | 40 | 1 | 1700 | 800 | 40 | 1 |
| 切削深度基准 | 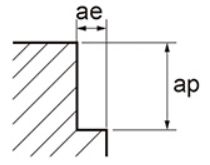 |
|||||||||||
加工案例一(粗精一体)
| 使用工具 | UX-D10*25*75*4T |
| 加工材料 | SUS304 |
| 加工方式 | 动态铣 |
| 切削速度 | 110m/min(3500min-1) |
| 进给速度 | 500mm/min(0.036mm/Fz) |
| 切削深度 | Ap=15mm Ae=2mm |
| 冷却方式 | 乳化液 |
| 使用机床 | 立式加工中心(HSK50A) |
加工案例二(精铣)
| 使用工具 | UX-D10*25*75*4T |
| 加工材料 | SUS304 |
| 加工方式 | 精铣 |
| 切削速度 | 110 m/min(3500min-1) |
| 进给速度 | 800mm/min(0.057mm/Fz) |
| 切削深度 | Ap=15mm Ae=0.15mm |
| 冷却方式 | 乳化液 |
| 使用机床 | 立式加工中心(HSK50A) |
关键词: UX系列经济通用型立铣刀
高效重切铣刀")





