



高效重切铣刀")
高效重切铣刀")
高效重切铣刀")
高效重切铣刀")
高效重切铣刀")
高效重切铣刀")
产品详情
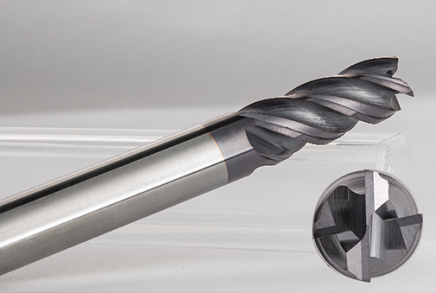
α≠β,不等刃设计大不等分设计的,在抑制刀具震动;进行高效率切削的同时提高加工面的光洁度。
Θ1#Θ2不等导程设计每个切削刃的导程角变化,抑制震刀;实现优异的精加工面。
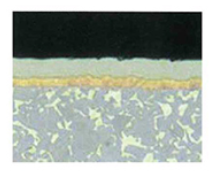
最新研发多层涂层设计最新研发的AICrNJI基多层涂层,耐磨层+耐热层+微细颗粒硬质合金基体,兼备良好的耐磨性、热稳定性和光洁度,适用于高温合金,不锈钢等难加工材料。
|
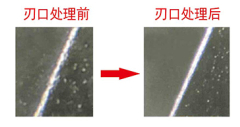
刃口光滑处理专为高温合金特殊设计的刃口光滑处理,大大降低铣刀与铁屑的摩擦力,提高加工效率和寿命。
|


产品型号
| 刃径(d) | 刃长(I) | 柄径(D) | 总长(1) | 刃数(F) |
| 1 | 3 | 4 | 50 | 4 |
| 1.5 | 3.5 | 4 | 50 | 4 |
| 2 | 5 | 4 | 50 | 4 |
| 2.5 | 6 | 4 | 50 | 4 |
| 3 | 8 | 4 | 50 | 4 |
| 3 | 9 | 6 | 50 | 4 |
| 3.5 | 10 | 4 | 50 | 4 |
| 4 | 10 | 4 | 50 | 4 |
| 4 | 12 | 4 | 75 | 4 |
| 4 | 16 | 4 | 100 | 4 |
| D4R0.1 | 10 | 4 | 50 | 4 |
| D4R0.2 | 10 | 4 | 50 | 4 |
| 4R0.5 | 10 | 4 | 50 | 4 |
| 4R1 | 10 | 4 | 50 | 4 |
| 4 | 11 | 6 | 50 | 4 |
| 5 | 13 | 6 | 50 | 4 |
| 5 | 20 | 5 | 75 | 4 |
| 5 | 25 | 5 | 100 | 4 |
| 5R0.2 | 13 | 6 | 50 | 4 |
| 6 | 15 | 6 | 50 | 4 |
| 6 | 18 | 6 | 50 | 4 |
| 6 | 24 | 6 | 75 | 4 |
| 6 | 30 | 6 | 100 | 4 |
| 6R0.2 | 15 | 6 | 50 | 4 |
| 6R0.5 | 15 | 6 | 50 | 4 |
| 6R1 | 15 | 6 | 50 | 4 |
| 8 | 20 | 8 | 60 | 4 |
| 8 | 24 | 8 | 60 | 4 |
| 8 | 30 | 8 | 75 | 4 |
| 8 | 35 | 8 | 100 | 4 |
| 8R0.5 | 20 | 8 | 60 | 4 |
| 8R1 | 20 | 8 | 60 | 4 |
| 10 | 25 | 10 | 75 | 4 |
| 10 | 30 | 10 | 75 | 4 |
| 10 | 40 | 10 | 100 | 4 |
| 10R0.5 | 25 | 10 | 75 | 4 |
| 10R1 | 25 | 10 | 75 | 4 |
| 12 | 30 | 12 | 75 | 4 |
| 12 | 36 | 12 | 75 | 4 |
| 12 | 45 | 12 | 100 | 4 |
| 12R0.5 | 30 | 12 | 75 | 4 |
| 12R1 | 30 | 12 | 75 | 4 |
| 14 | 40 | 14 | 100 | 4 |
| 16 | 45 | 16 | 100 | 4 |
| 20 | 45 | 20 | 100 | 4 |
支持非标规格定制
建议参考切削参数
推荐切削条件侧面切削根据加工条件四要素: 机床刚性、工装牢固性、刀具加持力、 排屑性优异情况下选择合理理加工参数切削参数精光加工, 切削转速可适当降低 |
 |
| 加工材质 | 碳钢、合金钢、软钢 | 预硬模具钢、合金钢、合金工具钢 | 铁素体不锈钢、奥氏体不锈钢、钛合金、可伐合金 | |||||||||
| A3、45钢、40Mn、40Cr、 40CrMo、20CrMnTi等 |
NAK80、718H、SDK、P20、 30CrMnSiA、Cr12等 |
201、304、430、316L、 TC4、TC6、4J29 |
||||||||||
| 外径D (mm) | 转数S (min) | 进给速度F (mm/min) | 切削深度ap (mm) | 切削宽度ae (mm) | 转数S (min) | 进给速度F (mm/min) | 切削深度ap (mm) | 切削宽度ae (mm) | 转数S (min) | 进给速度F (mm/min) | 切削深度 ap (mm) | 切削宽度ae (mm) |
| 1 | 8000 | 1500 | 2 | 0.1 | 8000 | 1000 | 2 | 0.1 | 8000 | 800 | 2 | 0.05 |
| 2 | 8000 | 1500 | 4 | 0.1 | 8000 | 1000 | 4 | 0.1 | 8000 | 800 | 4 | 0.1 |
| 3 | 8000 | 1500 | 5 | 0.3 | 6000 | 1000 | 5 | 0.2 | 6000 | 800 | 5 | 0.2 |
| 4 | 8000 | 1500 | 8 | 0.4 | 6000 | 1000 | 8 | 0.2 | 5000 | 800 | 8 | 0.2 |
| 5 | 6000 | 1500 | 10 | 1.0 | 5000 | 1000 | 10 | 0.3 | 4500 | 1200 | 10 | 0.3 |
| 6 | 6000 | 1500 | 10 | 1.0 | 5000 | 1000 | 10 | 0.3 | 4500 | 1200 | 10 | 0.3 |
| 8 | 4000 | 1500 | 15 | 1.5 | 5000 | 1200 | 15 | 0.4 | 3300 | 2500 | 15 | 0.4 |
| 10 | 3500 | 1500 | 20 | 2.0 | 3000 | 1200 | 20 | 0.5 | 3000 | 2500 | 20 | 0.5 |
| 12 | 3000 | 1200 | 25 | 2.0 | 2500 | 1200 | 25 | 0.6 | 2800 | 2500 | 25 | 0.6 |
| 16 | 2000 | 1200 | 30 | 3.0 | 2000 | 800 | 30 | 0.8 | 1700 | 1000 | 30 | 0.8 |
| 20 | 2000 | 1200 | 40 | 4.0 | 2000 | 800 | 40 | 1 | 1700 | 800 | 40 | 1 |
| 切削深度基准 | 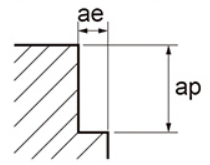 |
|||||||||||
加工案例一(侧刃粗加工)钢
| 使用工具 | NX-D12*30*75*4T |
| 加工材料 | 42CrMo(HB180-220) |
| 加工方式 | 侧铣加工 |
| 切削速度 | 128m/min(3400min-1) |
| 进给速度 | 885mm/min(0.065mm/Fz) |
| 切削深度 | Ap=18mm Ae=2.4mm |
| 冷却方式 | 水溶性切削液 |
| 使用机床 | 立式加工中心(BT50) |
加工案例二(侧刃粗加工)不锈钢
| 使用工具 | NX-D12*30*75*4T |
| 加工材料 | SUS304 |
| 加工方式 | 侧铣加工 |
| 切削速度 | 110m/min(2915min-1) |
| 进给速度 | 636mm/min(0.0545mm/Fz) |
| 切削深度 | Ap=18mm Ae=2.4mm |
| 冷却方式 | 水溶性切削液 |
| 使用机床 | 立式加工中心(BT50) |

关键词: NX系列不锈钢(钢件)高效重切铣刀






